WC=90 Co=10 HV30=1571 抗折=3750N/mm2m 硬度=91.8 粒徑=0.6ηm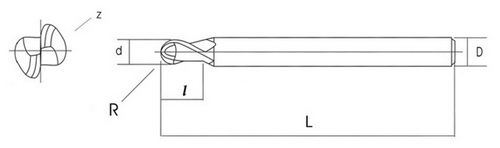 | 直径d | 刃长l | 全长L | 柄径D | R径 | 刃数Z | | 1.0 | 2 | 50 | 3 | 0.50 | 2 | | 1.0 | 2 | 50 | 4 | 0.50 | 2 | | 1.5 | 3 | 50 | 3 | 0.75 | 2 | | 1.5 | 3 | 50 | 4 | 0.75 | 2 | | 2.0 | 4 | 50 | 3 | 1.00 | 2 | | 2.0 | 4 | 50 | 4 | 1.00 | 2 | | 2.5 | 5 | 50 | 3 | 1.25 | 2 | | 2.5 | 5 | 50 | 4 | 1.25 | 2 | | 3.0 | 6 | 50 | 3 | 1.50 | 2 | | 3.0 | 6 | 50 | 4 | 1.50 | 2 | | 3.5 | 7 | 50 | 4 | 1.75 | 2 | | 4.0 | 8 | 50 | 4 | 2.00 | 2 | | 1.0 | 2 | 50 | 6 | 0.50 | 2 | | 1.5 | 3 | 50 | 6 | 0.75 | 2 | | 2.0 | 4 | 50 | 6 | 1.00 | 2 | | 2.5 | 5 | 50 | 6 | 1.25 | 2 | | 3.0 | 6 | 50 | 6 | 1.50 | 2 | | 3.5 | 7 | 50 | 6 | 1.75 | 2 | | 4.0 | 8 | 50 | 6 | 2.00 | 2 | | 4.5 | 9 | 50 | 6 | 2.25 | 2 | | 5.0 | 10 | 50 | 6 | 2.50 | 2 | | 5.5 | 11 | 50 | 6 | 2.75 | 2 | | 6.0 | 12 | 50 | 6 | 3.00 | 2 | | 7.0 | 14 | 60 | 8 | 3.50 | 2 | | 8.0 | 16 | 60 | 8 | 4.00 | 2 | | 9.0 | 18 | 75 | 10 | 4.50 | 2 | | 10.0 | 20 | 75 | 10 | 5.00 | 2 | | 11.0 | 22 | 75 | 12 | 5.50 | 2 | | 12.0 | 24 | 75 | 12 | 6.00 | 2 | | 14.0 | 28 | 100 | 14 | 7.00 | 2 | | 16.0 | 32 | 100 | 16 | 8.00 | 2 | | 18.0 | 36 | 100 | 18 | 9.00 | 2 | | 20.0 | 40 | 100 | 20 | 10.00 | 2 |
★请特别注意: 1.下表是侧铣加工的标准值,刀具切槽时,转速要以下表的50%~70%,进给速度要以40%~60%为标准值。
2.请使用高精度的机床和刀柄。
3.请使用空气冷却或不易产生烟雾的切削液。
4.侧面铣削推荐顺铣加工。
5.机床与工件安装刚性较差的情况下,会产生振动和异常声音,此时应将下表的转速与进给速度同比降低。
6.在不干涉的条件下尽可能使刀具悬长最短。
|






 产品分类
产品分类